Preloader Close
About Us
We use iron ore and Coal to produce 100% pure steel by integrating the German-based quenching system.
Get a free quote
About Company
Primary Process of Ankur TMX
- Certified
- Innovative Work
- Experienced
The quenching & self tempering process has been sourced from THERMEX Germany under official license from H & K India. Ankur TMX makes use of the energy of the rolled bar after the finishing stand of the rolling mill. Normally this energy is totally wasted as the rolled bars at 950-1000 C are allowed to cool to ambient temperature on the cooling bed. The Block Mill and Thermex process are very sophisticated and precise technology that has been developed after years of trials and tests and ensures superior finish, unmatchable strength and maximum ductility.
The TMX Rebars Manufactured in this plant is through ultra-modern State of Art Fully 16 numbers Housing-less Horizontal / Vertical orientation Rolling Mill with 06 Stands BLOCK MILL and THERMEX Germany Quenching System.
This plant has the latest technology and equipment is the most Modern Plant of the entire State of Uttar Pradesh. The Product of the plant is uniform and superior of ordinary TMT Rebars available in the Market on a matter of fact such an integrated plant with this superior technology in North India.
TMT Bar Grade - Fe 550
01
BLOCK MILL
16 HV stands Rolling Mill with 06 Stands BLOCK MILL
02
HIGH BOND STRENGTH
Excellent bond strength with concrete
03
MADE FROM IRON ORE
Bars manufactured by us are rolled from billets which are casted using iron ore as raw material.
04
FULLY AUTOMATED FULLY INTEGRATED
Fully integrated & automated plant ensure that every TMT bar is of the same standard.
05
ZERO HUMAN TOUCH PRODUCTION
Zero Human Touch production.
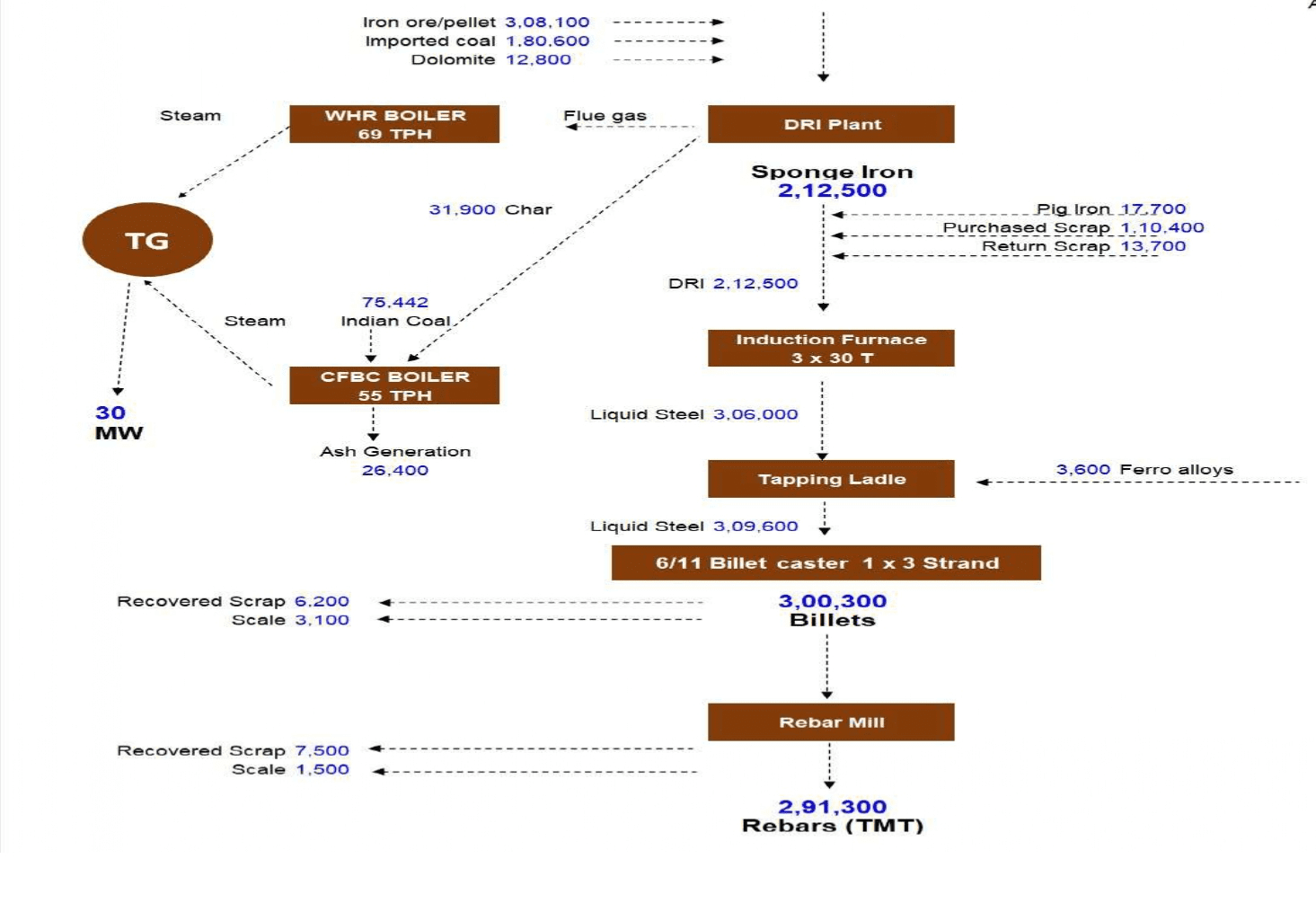
INTEGRATED STEEL PLANT
Our unit is integrated Steel Plant with equipped with Captive Power generation where we produce top quality TMX Bars directly from Iron Ore through various manufacturing process. This manufacturing process includes DRI (Sponge Iron Plant), Steel Melt Shop (SMS), Rolling Mill etc.

CAPTIVE POWER PLANT
The power required by our steel plant is generated inhouse by our Captive Plant and our dependence on outside commercial power is zero. Combination of Waste Heat Recovery Based and CFBC entails the Company to generate power at a lower cost compared to the State utilities, consequently resulting in overall lower cost of production.

RAILWAY SIDING
Ankur Udyog has its own railway siding equipped with material handling capacity of 1 million ton per annum.

QUALITY CONTROL & MANUFACTURING PROCESS
We at ANKUR aim to provide best quality TMT Bars to our customers. Keeping this in mind our quality control starts at the stage of raw material procurement itself. We procure the highest grades of the major raw materials i.e. Iron Ore & Coal as lesser impurities in raw materials enable us to produce higher quality sponge iron in our kilns. Both these raw materials are tested at the source itself before it is transported into the plant thereby ensuring the quality of raw material being used for manufacturing process.
In house 3 state of art laboratory
- DRI Plant equipped with REPISCAN SATMAGAN 135 USA
- SMS Plant equipped with SHIMAPZU JAPAN SPECTROMETER PDA 5000
- Rolling mill equipped with 120 MT UTS

STEEL MELT SHOP
High quality sponge iron produced in-house is used as major raw material in the induction furnaces of our steel melt shop. Sponge iron is melted in the induction furnaces and converted into the liquid metal. Ferro alloys, Pig iron, MS Scrap inchagre is the required mix to achieve desirable composition.
We have fully equipped Laboratory which controls the chemical and physical properties at each and every stage of manufacturing in SMS to ensure that M.S. Billets casted are at par with the quality norms laid down by the company and BIS. Our state of the art testing equipment such as Spectrometer helps us in accurate and immediate analysis of the liquid metal which in return, helps us to control the same at the production stage itself.

CHEMICAL COMPOSITION as per (IS 1786 : 2008)
| GRADES | ||||||||
|---|---|---|---|---|---|---|---|---|
| Elements | Unit | Fe-415 | Fe-415D | Fe-500 | Fe-500D | Fe-550 | Fe-550D | AANKUR TMX 550 Specification |
| Carbon as C max. | % | 0.30 | 0.30 | 0.30 | 0.25 | 0.30 | 0.25 | 0.15 - 0.25 |
| Sulphur as S Max. | % | 0.060 | 0.045 | 0.055 | 0.04 | 0.055 | 0.040 | 0.050 |
| Phosphorus as P Max. | % | 0.060 | 0.045 | 0.055 | 0.04 | 0.055 | 0.040 | 0.050 |
| Sulphur + Phosphorus Max. | % | 0.11 | 0.085 | 0.105 | 0.075 | 0.100 | 0.075 | 0.095 |
MECHANICAL PROPERTIES as per (IS 1786 : 2008)
| GRADES as per (IS 1786 : 2088 ) | |||||||
|---|---|---|---|---|---|---|---|
| Elements | Fe-415 | Fe-415D | Fe-500 | Fe-500D | Fe-550 | Fe-550D | AANKUR TMX 550 Specification |
| Yield Strength, Min (N/mm2) | 415 | 415 | 500 | 500 | 550 | 550 | 565-600 |
| Ultimate Tensile Strength, Min (n/mm2) | 485 | 500 | 545 | 565 | 585 | 600 | 660-720 |
| Elongation, Min % | 14.5 | 18.0 | 12.0 | 16.0 | 10.0 | 14.5 | 18-23 |
| Stress Ratio (T.S/ Y.S) Min, | ≥ 1.10 | ≥ 1.12 | ≥ 1.08 | ≥ 1.10 | ≥ 1.06 | ≥ 1.08 | 1.15-1.25 |
WEIGHT TOLERANCE
| Sectional weight kg/m as per (IS 1786 : 2008) | ||||
|---|---|---|---|---|
| Size of Bar mm | Lower Limit | Standard Weight | Upper Limit | AANKUR TMX 550 Specification |
| 08mm | 0.367 | 0.395 | 0.423 | 0.370 - 0.385 |
| 10mm | 0.574 | 0.617 | 0.660 | 0.575 - 0.585 |
| 12mm | 0.844 | 0.888 | 0.932 | 0.845 - 0.855 |
| 16mm | 1.500 | 1.579 | 1.659 | 1.515 - 1.545 |
| 20mm | 2.396 | 2.470 | 2.544 | 2.415 -2.460 |
| 25mm | 3.735 | 3.850 | 3.966 | 3.800 - 3.850 |
| 28mm | 4.685 | 4.830 | 4.975 | 4.750 - 4.820 |
| 32mm | 6.121 | 6.310 | 6.499 | 6.200 - 6.330 |